 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備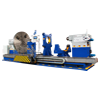 重型臥式車牀系列
重型臥式車牀系列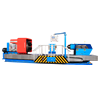 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列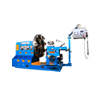 大型落地車牀系列
大型落地車牀系列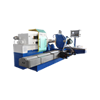 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞關於數控車牀的撞刀事端,如不恪守車牀安全操作規程會發作人身事端或者設備事端。在加工中進程中,因大大都都配置了安全防護門,加工時要求封閉安全門,操作者不直接操作機牀,因而人身事端的發作機率很小,可是設備事端發作的機率比其他機械加工大的多,由於一般機牀是經過操作者憑藉自己的操作經歷手工操作機牀進行加工;數控車牀經過加工程序主動操控機牀進行加工,不直接受人的操控,而是受程序的操控。技術人員在操作機牀時往往會將程序編錯、輸錯、改錯,座標系或刀具補償駛入錯誤,操作機牀時粗心大意都會形成撞刀事端。在數控車牀運用進程中假如發作撞刀現象,不只會給操作者帶來極大的心裏壓力,也會形成必定的經濟損失。那麼該如何防止與防備呢?
由於數控設備的價格不菲,維修難度大,而且加工零件的高精度、高功率、高主動化首要是依靠機牀精度來確保的,一旦發作設備事端,機牀精度將會嚴峻下降。其實,撞刀事端的發作是有規律可循的,由於數控加工時選用軟件進行鎖住的,在模仿加工時,當按下主動運轉按鈕時在模仿界面並不能直觀地看到機牀是否已鎖住。模仿時往往又沒有對刀,假如機牀沒有鎖住運轉,極易發作撞刀.所以在模仿加工前應到運轉界面確認一下機牀是否鎖住。加工時忘掉封閉空運開關。由於在程序模仿時,爲了節省時刻常常將空運轉開關打開。空運轉模仿後沒有再回參考點。在校驗程序時數控車牀是鎖住不動的,而刀具相對工件加工在模仿運轉(肯定座標和相對座標在改動),這時的座標與實際方位不符,須用回來參考點的辦法,確保機械零點座標與肯定、相對座標一致。
當數控車牀超程時,應該按住超程免除按鈕,用手動或手搖辦法朝相反方向移動,即能夠消除。可是假如免除的方向弄反了,則會對機牀發作損傷。由於當按下超程免除時,機牀的超程維護將不起效果,超程維護的行程開關已經在行程的止境。此時有或許導致作業臺繼續向超程方向移動,終究拉壞絲槓,形成機牀損壞指定行運轉時,往往是從光標所在方位開始向下履行。對車牀而言,需求調用所用刀具的刀偏值,假如沒有調用刀具,運轉程序段的刀具或許不是所要的刀具,極有或許因刀具不同而形成撞刀事端。當然在加工中心、數控銑牀上必定要先調用座標系如G54和該刀的長度補償值。由於每把刀的長度補償值不一樣,假如沒調用也有或許形成撞刀。所以咱們要把握數控車牀的編程技巧,利用各種辦法來驗證程序,座標系和刀具的長度補償、半徑補償設置正確,操作進程中做到細心,防止呈現不必要的失誤,即可有用的防止撞刀現象的發作,更好地維護數控車牀。

 客服1
客服1  客服2
客服2